2026年6月27日,范斯特(江苏)有限公司(以下简称:范斯特)在江苏苏州举办“‘胶’准发力,芯动未来”全新粘胶技术与新品发布会。NE时代作为行业媒体受邀到场,现场见证了范斯特围绕电驱铁芯粘接、模内面胶、自研胶水质量管控、注塑铁芯以及未来产能规划等内容的集中发布。

图片来源:范斯特
相比单纯的新品亮相,这次活动更像一次面向客户和产业链伙伴的技术交底。范斯特没有只讲“有一款新胶水”,而是把胶水配方、铁芯工艺、量产验证、质量体系和产能建设放在同一条逻辑里展示,试图回答一个更现实的问题:当新能源汽车电驱系统持续向高功率密度、高效率和低成本演进,铁芯粘接工艺该怎样跟上整车和电机平台的迭代。
01.
面胶工艺都做了哪些升级
在新能源电驱系统中,铁芯看似是基础零部件,但它对电机效率、NVH、结构强度、热管理和长期可靠性都有影响。高速工况下,弱磁电流增加,铜耗和铁耗占比随之上升;驱动电机功率密度不断提升后,冷却结构也要更贴近热源,铁芯不仅承担导磁任务,还要在结构和密封上配合整机设计。客户侧对续航、效率、功率密度和性价比的需求同时抬高,传统工艺中的一些短板就会被放大:点胶覆盖率有限,密封稳定性不足;自粘材料性能好,但原材料、供应链、设备投资和生产节拍又给量产带来压力。
范斯特这次发布的重点,正是围绕这些痛点展开。
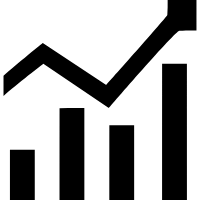
当前的电机铁芯叠压技术有很多,主要工艺有焊接、粘胶、自粘结。这其中点胶(二代粘胶)和焊接工艺占主流。点胶工艺成熟,成本和导入难度相对可控,但胶水呈点状分布,覆盖面积有限。传统点胶方案的涂胶覆盖率约为28%,密封效果和一致性存在提升空间。
自粘结方案则是使用材料自带胶层的硅钢片,叠片后再通过加热固化完成粘接。它的覆盖率可以达到100%以上,密封效果较好,但导入门槛也更高。自粘硅钢材料成本更高,保质期通常需要按6个月严格管控,供应商选择范围有限,同时工艺流程需要冲压、自动理片、加热固化、冷却和检测等环节,自动线设备投入约增加1800万至2000万元,产品节拍约300秒。
范斯特发布的模内面胶粘接技术,是在点胶和自粘结之间找到新的量产路径。它的基本思路是,在冲压模具内部完成面状涂胶,并通过常温固化实现铁芯粘接。相比点胶,模内面胶把胶水从“点状分布”升级为“面状覆盖”;相比自粘结,它又不需要采购自带胶层硅钢,也不需要额外建设长流程加热固化产线。

NE时代制图
据范斯特表示,模内面胶方案的涂胶覆盖率达到80%以上,工艺步骤仍保持与点胶类似,硅钢材料可匹配常规粘胶涂层,材料选型自由度高,原材料保质期不受限制。换句话说,这项技术的定位不是单纯追求最高覆盖率,而是在密封效果、制造效率、产线投入和材料选择之间取得更好的综合平衡。
02.
性能、成本和适配同时提升
从产品数据看,模内面胶最直接的变化是粘接面积和粘接强度提升。据范斯特表示,其模内面胶产品涂覆面积达可80%以上,胶层厚度控制在0.002至0.003mm,叠压系数不低于98%,拉拔力大于4500N。与常规点胶相比,同一型号产品中,点胶工艺产品拉力为1970N,模内面胶工艺产品拉力达到4942N。

图片来源:范斯特
在外观和结构表现上,模内面胶也针对传统粘接痛点做了优化。范斯特给出的样件数据显示,产品外观无翘片、无划痕、无溢胶,齿部无弹开。模内面胶在模具内一次成型固化,有助于提升尺寸精度和一致性,也能改善后续插线过程中可能出现的齿部翘曲、弹开等问题。

图片来源:范斯特
成本和供应链是模内面胶的另一个关键优势。自粘结方案虽然密封效果好,但材料、设备和节拍压力较大。模内面胶可以基于现有自动化产线升级,不需要客户重新投入大规模加热固化自动线。对于已经量产的项目,范斯特提出可依托成熟产线改造方案,在现有冲压车间完成工艺升级,最大化利用既有设备资产。
为了支撑量产,范斯特还展示了较完整的质量控制体系。来料端,公司对胶水粘度、固含量、剪切强度、硅钢同板差和模具装备精度设置检验要求;过程端,对涂滚压力、喷雾参数、温度、冲速、涂胶量、拉拔力和关键尺寸进行监控;出货端,通过CCD视觉100%全检、GP12复检和拉拔力抽检拦截风险。MES追溯覆盖产品、胶水、硅钢、模具、设备、工序和批次7个层级。
03.
量产,是下一关
模内面胶能否真正进入主机厂项目,关键不在单项指标,而在工艺稳定性和批量复制能力。范斯特此次发布会把自研胶水、模具装备、质量闭环和产能规划同时拿出来,说明其已经把模内面胶定位为完整制造方案。

图片来源:范斯特
在装备端,范斯特的模内面胶装备为全球首创,并已获得授权专利保护。该装备采用自主研发路径,支持模内涂胶和常温固化,冲压速度大于180SPM,模具精度达到0.0015mm,涂胶精度为±0.2mm。
在胶水端,范斯特强调全自主研发生产,剪切强度大于10MPa,耐温性达到200摄氏度,油品兼容性通过200摄氏度1000小时验证,高低温循环覆盖-40至180摄氏度,耐疲劳测试达到1×10^6次。
范斯特模内面胶项目从2025年2月立项,2025年完成技术路线确认、方案锁定、FMEA评审、模具与涂胶装备开发和参数调试。2026年2月,首台套模内面胶铁芯下线;3月完成拉拔力和叠压系数验证;4月完成工艺固化并发布SOP;5月进入内部小批生产;6月完成技术发布并交付样品。按照规划,项目将在2026年下半年推进客户定点、OTS验证和批量生产。
除了模内面胶,范斯特还展示了非晶铁芯、注塑铁芯、多层材料冲压和双转子双扭斜铁芯等技术储备。这也是范斯特在电驱铁芯领域的延伸布局,相比单一产品发布,范斯特更希望向客户展示其在材料适配、模具开发、胶水自研和自动化制造上的综合能力。

图片来源:范斯特
放到电驱产业链中看,模内面胶的价值在于提供了一条更接近量产现实的工艺路线。点胶方案成熟,但覆盖率和密封一致性有限;自粘结方案性能较强,但成本、设备、节拍和供应链限制明显;模内面胶则试图在性能提升和制造可行性之间取得平衡。
总结.
随着客户验证、OTS、定点和批量生产推进,模内面胶能否在更多主机厂和Tier1项目中稳定复制,还需要后续量产数据检验。但从此次发布会释放的信息看,范斯特已经把这项技术从材料层面的“胶”推进到工艺层面的“面胶”,并进一步延伸到装备、质量和产能体系。对于正在寻找更高效率、更高可靠性铁芯工艺的电驱产业链来说,这是一项值得持续观察的新方案。

 沪公网安备31010702008139
沪公网安备31010702008139